ステンレスのマーキングは卓上レーザー彫刻機がおすすめ

レーザーといえば、アニメで敵を切断したりするような高出力なものをイメージする人も多いです。ステンレスを切断して看板のチャンネル文字を作ったりする大手の看板メーカーさんがよく使っているレーザー機は、同じCO2レーザーでも出力が1.5~2.0kW級、すなわち1,500~2,000Wくらいの高出力な工作機械レベルのものです。
低出力の卓上レーザー彫刻機の出力が60Wであっても、それでは50分の1でしかない全く次元の違うものです。ですが、卓上レーザー加工機がダメだということではなく、工作機械レベルのレーザー加工機と、卓上レーザー彫刻機は用途が違います。
高出力レーザー加工機において、レーザーの出力条件を変えるなどいくら工夫をして彫刻をしても、 良好な仕上がりが得られません。またファイバーレーザー彫刻機 を使えば金属のマーキングや色入れ出来るレベルの彫り込みも可能ですが、CO2レーザーより機器の値段が高額になるため、大量生産をするなど専門的に利用するほどの仕事量が必要になってきます。
やはり、ステンレスのマーキングには、「卓上レーザー彫刻機が最適だ」といえます。
NCルーターでステンレスに微細な彫刻する方法
ステンレスの彫刻はレーザーが主流となっています。NCルーターであれば、ステンレスが加工硬化を起こして、バイトがすぐにダメになってしまうためです。
ところが、実は、NCルーターでステンレスに微細な彫刻する方法があります。当社が開発した高速スピンドル搭載の高性能なNCルーターであれば、NCルーターでステンレスの彫刻が可能です。NCルーターでステンレスの彫刻を行うと、レーザーとは違って、ラッカー塗料等で色入れができるほど深く彫ることができます。
ステンレスをNCルーターで微細な彫刻する方法は、「NCルーターでは困難なステンレスの微細彫刻を楽々に行う方法」をご覧ください。
ステンレスにCO2レーザーでマーキングをする方法
ではCO2レーザー彫刻機を樹脂や木材の加工のために導入したとします。「この卓上レーザー彫刻機は樹脂や木材専用だから」と思っていても、その「ついで」にステンレスにもマーキングできる方法があるのです。それはレーザーを照射する前にステンレス素材の表面に薬剤を塗布しておいて、レーザーで酸化被膜を焼結させるというものです。この薬剤のことを「金属マーキング剤」といいます。
金属マーキング剤はパウダータイプがおすすめ
この金属マーキング剤は塗膜の厚さを均一にするためや手軽に扱える目的でテープ状になったものや、塗布量を調整しやすいスプレータイプのものもありますが、当社でお勧めする薬剤は、最もコストのかからないパウダータイプのものです。
パウダータイプの薬剤は、次のように使用します。
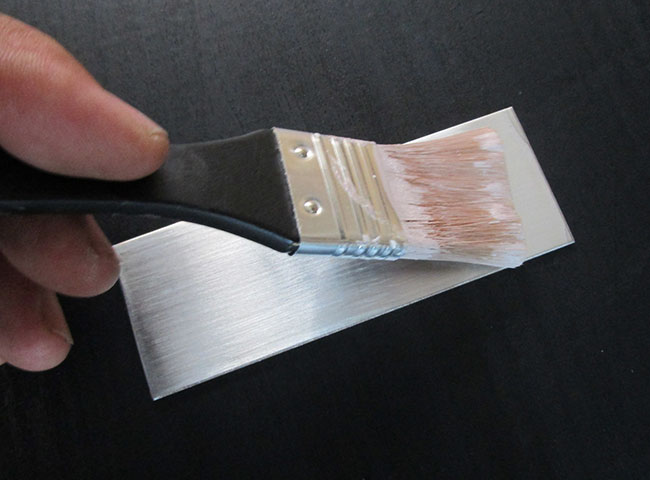
1. 金属マーキング剤を塗布
まず粉末を水やアルコールでペースト状に溶かして刷毛塗りします。
2. レーザーでマーキング
この塗膜を完全に乾かしたら、通常と同じ方法でレーザーマーキングを行います。今回使用したCO2レーザー彫刻機はエピログレーザーZING16です。当社で販売しているレーザー彫刻機は、こちらのページをご覧ください。

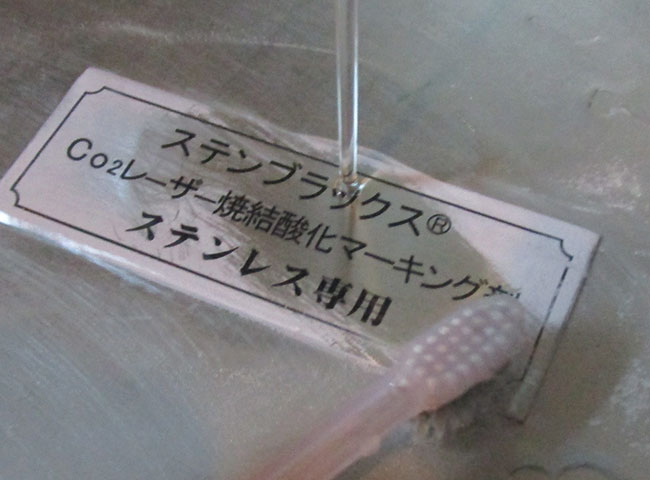
3. 余分な金属マーキング剤を洗浄
レーザーマーキングが終わったら水洗いして、マーキングしたところ以外の塗膜を洗い流します。
手間がかかるようですが、たったこれだけで高級感のあるチャコールグレーの文字やマークがステンレスに焼き付けられるのだから、手間をかけるだけの値打ちはあります。
レーザー彫刻機の出力設定での注意点
塗膜の厚さ、レーザー出力の大きさによって発色に差が出るため経験がものを言います。レーザー彫刻は言わば「すべてがまずは経験」ですから、彫りの深さなどの数値的なセッティングを中心に行うというものではないことを忘れてはなりません。
例えば、「アクリル樹脂に0.3mmの深さで文字を彫りたいが、どこにその深さをセットするメニューがあるのか?」という疑問をレーザー初心者の方がよく持たれます。しかし、卓上レーザー彫刻機は、刃物で削る従来の自動彫刻機のような、彫りの深さを設定する使い方ではなく、「レーザー彫刻した結果が0.3mm前後の深さだった」のでその時のスピードとパワーを記録しておいて、次回もその設定値を活用するという「経験に基づく操作」であることを忘れてはなりません。
それは、卓上レーザー彫刻機に内蔵されているレーザー発振器ごとに微妙にパワーが違うのと、機械ごとに出せるスピードが違う、またアクリル樹脂もメーカーごとに硬さや融点が微妙に違うからです。これはちょうど自動車にあてはめて見ればよく分かりますが、エンジンや足回り、道路状況などのドライバーごとに違う環境で最適な走行をするには、アクセルをどのくらい踏み続ければよいのかというフィーリングに似ています。