ホットスタンプ版は通常これまで、銅板やマグネシウム板を電解槽に入れてエッチングで製版されることが多かったようです。
しかし、メッキ層やエッチング槽の新設が環境保護のために規制対象となり、電解液を使用する製法はこれから継続が危ぶまれるのではないかといわれています。
またフィリピンなどに工場進出してもやはり廃液の処理がずさんだと操業停止などの罰則があるそうです。
もともと革製品用のホットスタンプ版の場合は、プレスの厚力で革が窪むため、レリーフの高低差を出す目的で真鍮板を彫刻機で深く彫ったものを使用していました。
焼き印などは直火にさらすため、銅やマグネシウムでは耐久性が劣るので、やはり真鍮板を彫刻します。
大量のプラスチックにホットスタンプする場合、真鍮は銅の五倍、マグネシウムの三倍ほどの耐久性を発揮できることが、とあるプラスチックメーカーで実証されています。
真鍮に彫刻するメリット
ホットスタンプ版の製作で、真鍮に彫刻する場合のメリットとしては
- 廃液やフィルムなどの廃棄物が出ない。
- ランニングコストも電気代と刃物研磨代だけで、工具研磨機を導入すれば研磨のコストもかからない。
- パソコンでデータを作成すればすぐに彫刻できるので、納期が短縮できる。
- 電解方式に必要なレジストディップコーター、フィルムセッター、エッチング槽など高額で場所を取る設備が要らない。
ちなみに今ある彫刻方式の設備費は、電解方式の六分の一前後ですみます。
彫刻でのホットスタンプ版製造が普及していなかった理由
ホットスタンプ版は、彫刻の方がいいことずくめでデメリットもあまり見当たらないようですが、ではなぜこれまでそれほど普及していなかったのでしょうか?
それは、コンピュータで彫刻が簡単に出来るようになってまだ30年ほどしかたっていないためです。初期の彫刻ソフトは、線文字を彫ったりすることは簡単でも凸文字を彫るためにはアウトラインの周りを効率よく領域切削する必要があり、そのための複数工具を組み合わせる加工データは簡単には作れなかったことが原因です。
また、NC金属彫刻機で凸版を彫るためには、大掛かりな装置が必要で、この大型機に高回転のスピンドルが付いたものはさらに高額だった、などが理由に挙げられます。
しかし、今は凸版を削り出すための粗、太、中、細、仕上げの五本の刃物で、削り残しを自動検知しながら一括ツールパス演算出来る彫刻用CAD/CAMソフト極楽彫Premium10があります。
この機能は、従来の高価なCAD/CAMソフト(ArtCAM)には10年ほど前からあったのですが、このたび極楽彫のバージョンアップに伴い標準装備されることになりました。

また、工具交換を手動で行うことに割り切った、小型の卓上金属彫刻機で50,000回転のスピンドルを搭載した「ME-330Ⅱ50k」という高速加工機が登場して、従来機の三分の一前後の時間でホットスタンプ版の加工を終えてしまいます。
このように、ホットスタンプ版は彫刻という新しい方法で手軽に製造できるようになりました。
では早速、真鍮板をバイスにセットして、ホットスタンプ版の彫刻作業を始めましょう。
極楽彫Premum10で使えるデータ
今回、ホットスタンプ版のデータ作成に使用するソフトは、先述した彫刻用CAD/CAMソフト「極楽彫Premium10」です。
文字データの作成には、パソコンにインストールされたTrueType書体やOpenType書体が使えます。極楽彫Premium10は、イラストレータやコーレルドローなどのドローソフトで作ったAIやEPS形式のデータを読み込むこともできます。ベースがCADですからAutoCADのDXFやDWGデータも読み込めます。
実はこの他にも、3Dプリンタに使われる三次元データのIGESやSTL、3DSも読み込み出来るのですが、この機能については他のコラムでご紹介したいと思います。
極楽彫Premum10での作図・編集
さて極楽彫Premium10の基本機能では、高度な文字レイアウトメニューと作図、編集が自由に出来ますから、パソコンの書体だけで原稿を作成することが可能です。
もちろん元受けから提供されるAIやEPSのベクトルデータも読み込めます。
極楽彫Premium10には、ベクトルのループ(ねじれから発生する交差)や重複を検知して自動修正する機能がありますから、元請け先との確認作業も省略出来ます。
これらは二次元の作図編集ですから問題点をチェックするだけの簡単な作業といえるでしょう。
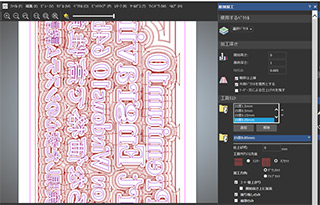
極楽彫Premium10は、もともと工芸志向のCAD/CAMソフトですから、作図や編集機能には、例えばこの画像でみられるような、カーブに沿ったベクトルの均等配置などもあります。
作図の機能ばかり延々ご紹介していると肝心の彫刻加工が始まりませんから、このぐらいでいったん切り上げさせていただきましょう。
多数の工具を複雑に扱うNC金属彫刻機に適した極楽彫Premum10の機能
極楽彫Premium10が従来の彫刻ソフトと決定的に違うのは、加工に使う刃物の角度や先端形状、加工速度、回転数、送りピッチなどを登録できるだけでなく、複数の刃物で彫刻した工程をすべて一つのテンプレートにパッケージ化して名前を付けて保存しておき、いつでも新しい図柄に適用することが出来るという機能を持っているということです。
もともとこの機能は、当社が日本語化して日本国内の普及に努めてきたArtCAMの後期バージョンに搭載されていたものですが、Windows10 64ビットへの対応に合わせて極楽彫Premium10にもこの機能を搭載して、日本国内でのみ販売されています。
この機能は実際に使ってみると、信じられないくらい簡単に多数の工具を使用する凸版彫刻を、まったく加工に知識がない人でも出来るのだと言うことに気付かされます。
まさに、一度使うと元には絶対に戻りたくなくなるほど便利な機能ですから、ぜひともショールームなどで実際のオペレーションをご覧ください。
極楽彫Premium10の粗、太、中、細、仕上げの五本からなる複合ツールパスは、加工テンプレートからワンクリックするだけでこのようにたった数秒で生成されます。

加工結果もあらかじめシミュレーションでチェックして、トータルの加工時間を確認できます。
シミュレーションは自由な角度から拡大、縮小してチェックできますから彫り損じは未然に防ぐことが出来ます。
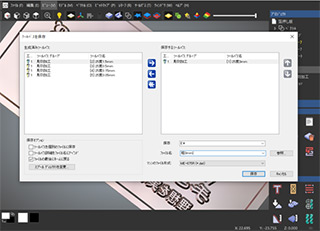
細部のチェックが終わればあとは、出来上がっているツールパスそれぞれに名前を付けて保存します。

保存したツールパスは、スプーラーと呼ばれる送信ソフトでNC金属彫刻機に送り込みます。
気を付けたいことは、送信機能がCAD/CAM本体の中ではなく、そこから切り離してタスクバーの中にアイコンが仕込まれていることです。これは送信に時間がかかる昔の機械にも対応できるように配慮された基本構想の名残ですが、パソコンの負荷も少なくする目的もあります。
NC金属彫刻機にデータを送信中にも、新しいデータ作成に取り掛かれる、本来理想的なシステムの構成といえます。
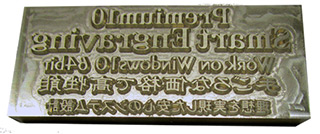
金属彫刻機ME-330Ⅱ50kでホットスタンプ版を製作

ME-330Ⅱ50kでの刃物の設置・交換は、スパナなどの工具を使わずエアー開閉のコレット式なので、レバー一つで開閉します。
このとき、あらかじめツールホルダーに刃物をセットして、それをコレットに挿入することで、工具を取り替えてもコレットから出る刃長を一定に保つことが出来ます。
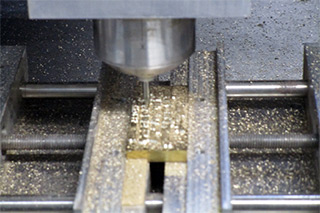
彫刻加工は一番太い粗の刃物から順に交換しながら、それぞれのツールパスデータを送って行きます。

極楽彫Premium10は、直前の刃物の削り残し部位を自動検知しますから、一度彫ったところを無駄に空彫りしません。このような効率の良い工程を一回の演算で生成するメリットは計り知れません。
30mm×70mmほどのサイズで、深さは1mmのホットスタンプ版ですが、5本の工具にて加工に費やしたトータル時間は36分でした。
ATC(自動工具交換)の付いた通常のマシニングセンタでも、この時間より早く仕上げることは困難です。
なぜなら、マシニングセンタの主軸回転数はFANUCロボドリル(サイズは2メートル四方以上ですが)の高速仕様でも24,000回転ですから、50,000回転のME-330Ⅱ50kに送った加工データでは、刃物の送り速度が早すぎてきれいに彫れないためです。
手軽に短時間でオーダーメードのホットスタンプ版が彫刻できるなら、これ以上理想的な内製システムは無いと思われますが、いかがでしょうか?
印刷業界ではオンデマンドという言葉をよく使われますが、まさにホットスタンプ版が必要な時に必要なだけ短時間で作れる、消耗品もランニングコストも非常に少ない加工方法として、自信をもってご提案いたします。