2D彫刻で高速立体彫刻
NCルーター(CNCルーター)で看板や表札を作るときの彫刻には、使う刃物と加工手順から大きく分けて2D彫刻と3D彫刻があります。
まず2D彫刻は、「加工時間が短い」というメリットと「データ作成も比較的簡単」でとりかかり易いのが特徴です。
切断面は工具の断面で作り出すので複雑なものは無理ですが、バイトを数種類組み合わせることで意外に面白い形状もモノにすることができます。
この時ハードウェアで役立つものがATC(自動工具交換装置)ですが、今回のコラムは前編として一本だけのバイトでどこまで表現できるかを解説します。後編の「NCルーターで樹脂や木材を加工する方法(ATC編)」も併せてご覧ください。
ただし、これらの切削面を得るためには、専用のバイトを調達出来ることを前提に解説を進めることをご了承ください。
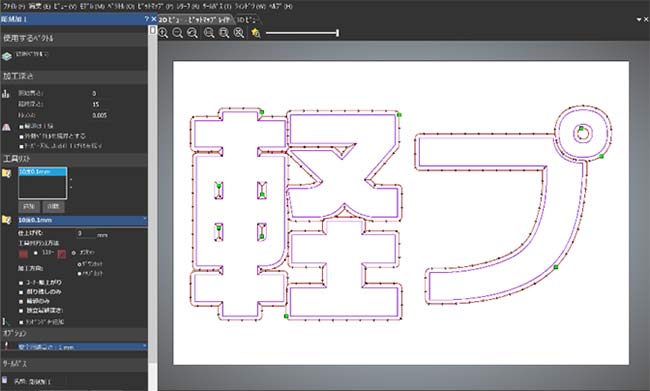
NCルーターで切り抜きまで行うメリット
昔から看板業界でよく使われてきたカルプ(ライオンボード)は、15mm、20mm、30mmなどの厚さがあり、以前は糸鋸で切り抜くしかありませんでしたが、現在は段ボールカッティングマシンのレシプロカッターヘッドで切り抜くユーザーも増えています。
糸鋸で切り抜くよりも段ボールカッティングマシンで切り抜いた方が、切断面が美しく仕上げられ、自動で切り抜いてくれるので便利だからです。
実のところNCルーターでも切り抜きができることを、ご存じでしょうか?
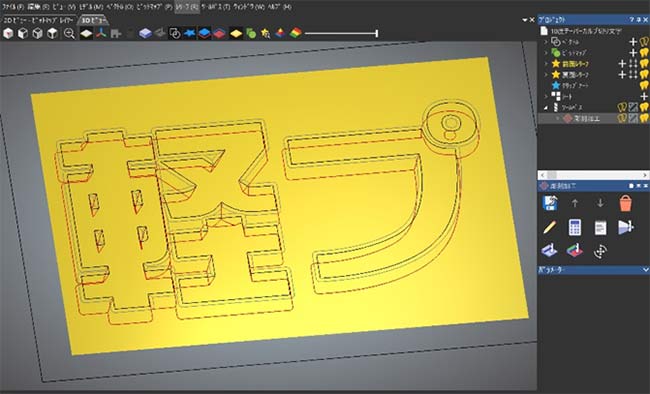
糸鋸やレシプロカッターは垂直な切断面ですが、NCルーターでは断面に最小で5度のテーパーが付きます。
理由としては片刃で5度前後のテーパー角度のついたビットを使い、コーナー駆け上がりのパスを発生させて切り抜き加工をするからです。
NCルーターで切り抜きまで行うメリットとしては、加工が終了しても文字のパーツがバラバラにならず、管理や施工が簡単になることがいちばん大きな特徴ですが、段ボールレシプロマシンでは刃が立たない、アクリル、ABS、ポリカーボネートなどの硬い樹脂も切り文字にできるという事が大きな違いとなります。
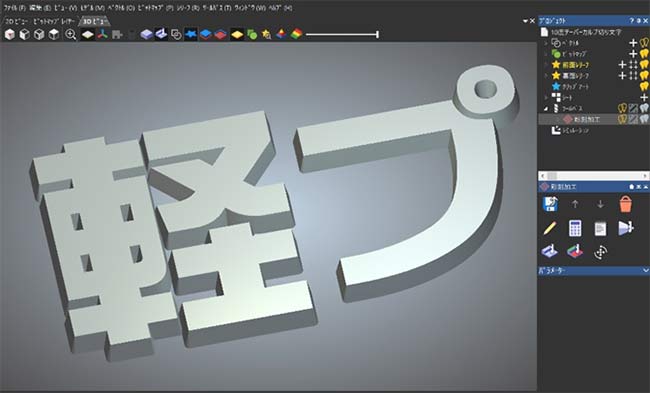
2D彫刻でも表現力のある加工が可能
工具の断面形状を活かすことで、いきなり立体的な文字や形状を削りだしてしまう2D彫刻でも、かなり表現力を持った加工は出来ます。
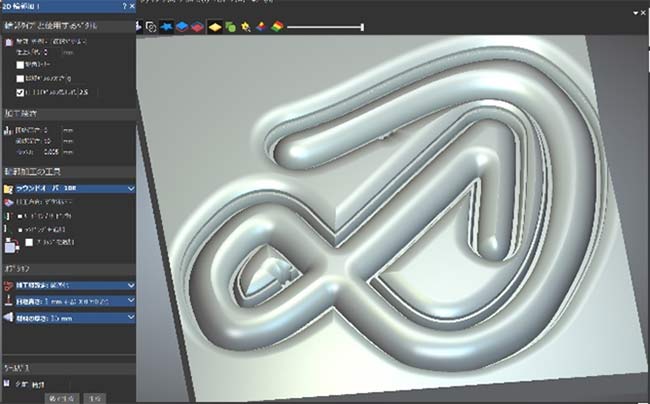
これは、流行のネオン管風断面の乳半アクリル切り文字ですが、下図のようなインナーアールと呼ばれる特殊な断面の工具で輪郭を加工します。
工具の断面がそのまま逆転して加工面の断面になる事がご理解いただけるかと思われます。
ボールエンドミルでの加工
これまでの2D彫刻に対して、3D彫刻ではアンダー部分さえなければどんな形状でもボールエンドミルなどで削り出してしまえます。
ただし工具の形状を利用して断面を形成するわけではないので、欲しい形状は加工する前に自前のモデリング機能で形作るなり、3Dデータを読み込む必要があります。
こういった形状の加工ではサイズやディテールのバランス、表面模様の再現度を考えて経験値から選択したボールエンドミルなどで削り出すのが一般的な3D彫刻です。
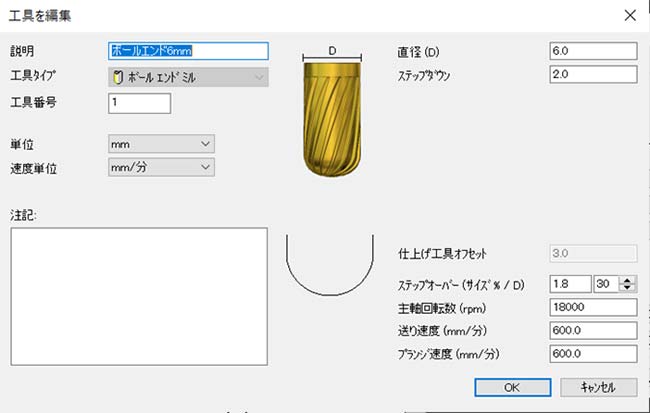
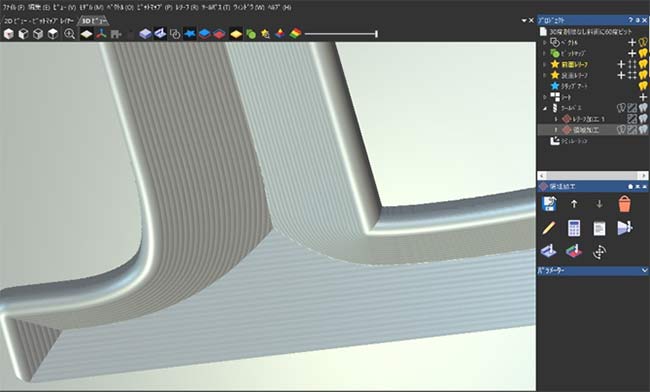
2Rボールエンドミルで等高線ピッチを0.5mmにしても仕上がり面はこのようなカッター目が残る仕上がりになります。これではどうしても最終的に手仕上げが必要となります。
手仕上げ不要にするには、倍の密度の0.25mm以上の細かい密度にする必要があります。
ですから、画像の切り文字のサイズは200×200mm厚さ10mmほどのモデルですが、この場合の予測加工時間は約2時間以上と、かなり時間を要してしまいます。
ボールエンドミルを用いずに高速で美しく彫刻する方法
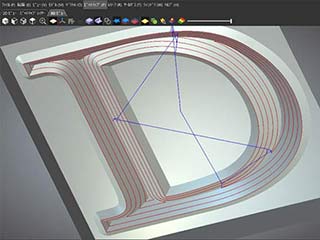
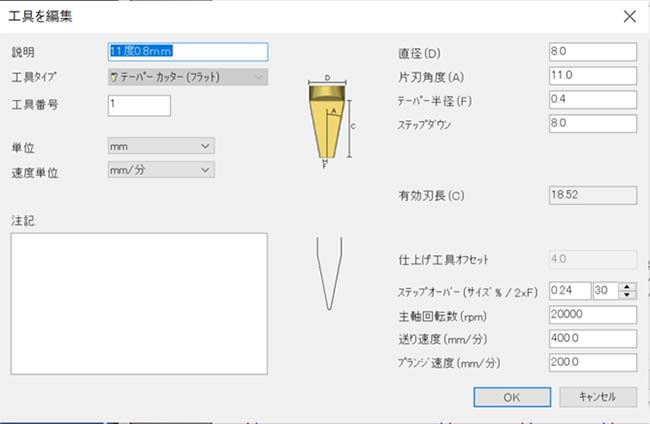
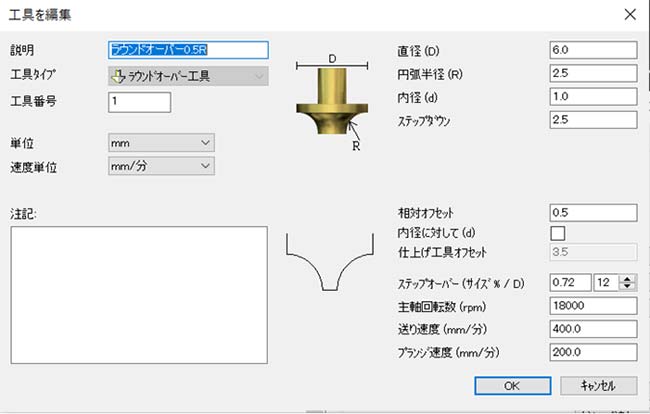
ここで「ボールエンドミルなど」と書いたのは、ボールエンドミルに限らず形状によってはラジアスエンドミル、さらには全体が同じ傾斜角の面であれば同じ角度のテーパービットを比較的粗いピッチで面沿い加工させる効率的な方法もあるからです。冒頭で触りを解きかけた面沿い等高Z加工がこれにあたります。
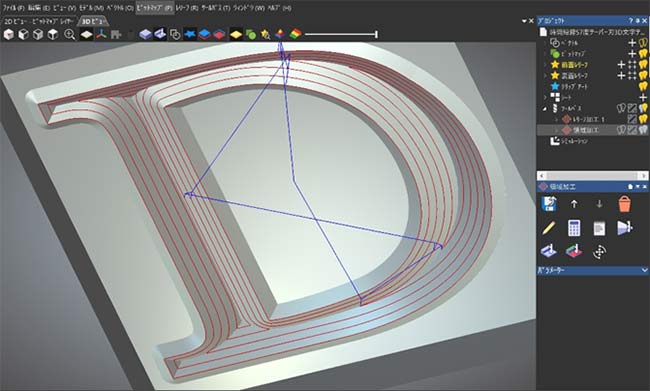
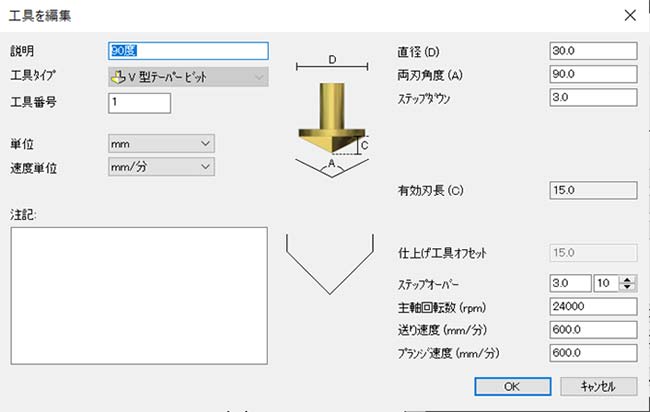
CAD/CAMソフトArtEsperには、3D加工に搭載される「一定Z」という面沿いパス機能があります。これは、傾斜面の角度が何処も同じであれば傾斜角と同じ刃角のツールを用いると、粗めの等高線の短時間省エネ加工を可能にしてくれる機能です。
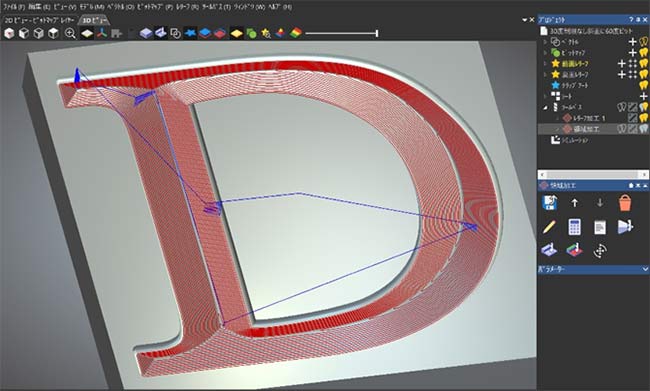
画像のDは、サイズはボールエンドミルの時と同じく200×200mm厚さ10mmほどのモデルですが、驚くことに約30分の加工で同等の面を仕上げています。
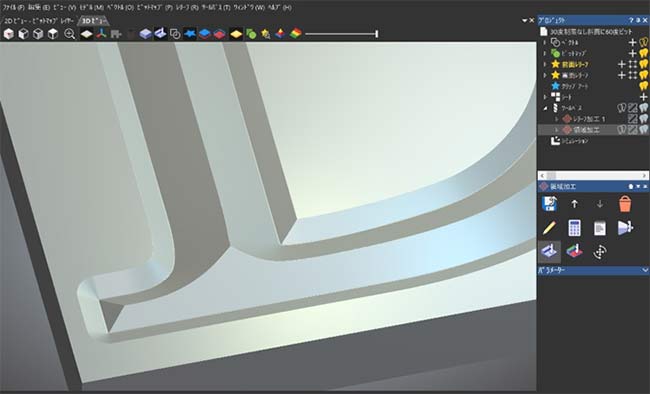
2Rのボールエンドミルでびっしり面沿い加工をした時と比べて、加工時間を4分の1に時間短縮できる加工工程であることに加え、テーパー工具を使用しても段差が発生しないできれいな仕上がり面ができる事から、大いに注目していただきたいと思います。
なおArtEsperと極楽彫Premium10で作成できる3D形状には一定のレベル差があります。
他社製CADで作成した3Dデータを取り込んだ後の編集に機能性にも一定のレベル差があり、CAM出力パターンの多さにも多寡があります。
どのような彫刻を行いたいかによって、どのCAD/CAMソフトを選べば良いのかが異なりますので、お気軽にご相談ください。
いずれの出力手順も大変簡単に操作できるものですが、さらに詳しい機能については別掲載の操作マニュアルやユーザー専門情報フォーラムをご参照いただければ幸いです。
当社にて製品をご購入されたユーザー様には、このような加工技術のノウハウをご提供しています。ぜひ当社のNCルーターをご検討ください。