
NCルーター彫刻機とレーザー彫刻機の特徴とメリットは以前、別のコラムで書きました。今回ご提案する、NCルーター彫刻機とレーザー彫刻機の両方を用いた複合加工は、それぞれの長所を活かし短所を補い合うという形で、複雑ゆえに難しかった製品の制作を可能とします。
事例として、製造工程が複雑だったアクリル樹脂製の立体文字看板(3Dチャンネル文字)を制作いたします。写真のアクリル立体文字看板は、表面にメタリックシートが貼られています。この1文字を立体加工し、実際に20cm角ほどの看板に仕上げます。
この複合加工であれば、従来の方法の三分の一の時間と設備コストで作ることができます。
従来の加工方法
従来の方法では、アクリル製のチャンネル文字看板をどうやって制作していたか、その手順をご説明します。
- 大型の高出力レーザー加工機でアクリルの厚板を、チャンネル文字の形状に完全に切り抜く。
- NCルーター彫刻機のテーブル上に薄板を固定して切り文字の外形と同じ位置決め用の「落とし」と呼ばれるジグを作成する。
- レーザー加工機で切り抜いた厚板を両面テープまたはホットメルトで「落とし」に固定する。
- NCルーター彫刻機にて、切り文字の外形データを基準として厚板のエッジ(両肩)にテーパー面やインナーアール面をつける。
- 「落とし」の固定ジグから出来上がった製品を取り外す。
以上の工程が必要でした。この工程では、先にチャンネル文字の形状をレーザーで切り抜いているので、NCルーターでの加工工程でジグが必要になります。このジグの製造に手間とコストがかかりました。
もし、このジグを用いずに製作できたらどうでしょうか?
NCルーター彫刻機とレーザー彫刻機のメリット
レーザー彫刻機のメリットは以前のコラムでもご紹介しましたが主なものに
- 材料はテーブルに置くだけで、ルーター加工のようにしっかり固定する必要がない。
- 刃物の交換がいらない。
- 刃物が入ってゆかない微細な形状も彫刻やカットできる。
- 材料の厚みをシビアにこだわる必要がない。
ではNCルーター彫刻機のメリットは主なものに。
- 指定した深さまで彫れる。
- 薄皮残しや段付き加工ができる。
- 素材を切削して粉にするので、においや煙を出さずに加工できる。
- 刃物の断面形状と同じ切断面が得られる。すなわちインナーR刃で肩を丸めたりテーパー刃でC面をつけたり、成形バイトでテーブルトップなどの多段R面加工ができる。
あえてここでは双方のデメリットを列挙しませんが、NCルーター彫刻機とレーザー彫刻機のメリットをうまく活かしあうことで随分付加価値の高い仕事ができることに気付きます。レーザー彫刻機は材料をあえて固定しなくても文字や図形の切り抜きが簡単にできます。
またNCルーター彫刻機はルーター刃の形状通りの3D切断面を削り出すことができます。
アクリル立体文字看板の複合加工法

では、さっそく複合加工法でアクリル製チャンネル文字看板を制作いたします。この画像は、加工イメージです。左下を原点としているところがミソです。
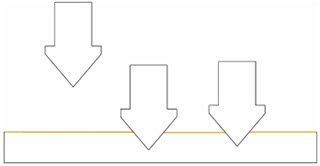
以前の加工方法では、先にレーザー加工機でアクリルを切り抜いていたため、工程が増えて煩雑になっていましたが、ここでは最初の工程でまずNCルーター彫刻機でチャンネル文字のテーパー面を削ります。NCルーター彫刻機のバイトのテーパー角を利用します。

こちらの画像は、NCルーター彫刻機の刃物が移動して加工した仕上がりイメージです。アクリル板を製品と端材に分離して仕上げてしまうのではなく、つなげたままのハーフカットで行います。

最初に行ったNCルーター彫刻機の加工では、この切り離し前の材料を上下反転してレーザー彫刻機の左上コーナーにセットします。
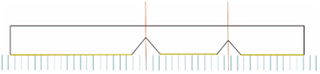

次の図は、ハニカムテーブルに彫刻した材料を裏返して置いた図です。これならレーザービームはハニカムやピンテーブルの接触点付近を通過しないので、チャンネル文字の上面に貼ったメタリックシートを変色させません。
また、レーザー彫刻機でアクリルを切り抜く場合には、ルーター彫刻機のように材料に切削負荷がかからないので、材料をテーブルのコーナーに合わせてただ「置くだけ」で加工が始められます。
位置決めを考えなくて良いのはハーフカットで材料全体がまだつながっているからで、こうすれば原点位置も傾き具合も何の注意を心がける必要もなく、テーブルコーナーにセットできるわけです。
先にレーザーで抜いてしまうとルーターでは位置決めと固定にジグを作ってしっかり固定しないと加工ができないことに比べると、生産効率に大きな差が出ることにご注目ください。
チャンネル文字製作について

実際の出来上がりは、写真のようにLED内照式のチャンネル文字看板には最適の製品になります。
テーパー切削面は、垂直のレーザー加工に比べると光沢がありませんが、ここでは研磨剤をウエスに付けて手磨きで仕上げています。
磨きにかかる時間は10分ほどですが、付加価値を向上させるための大事な工程としてご理解いただけると幸いです。
なお、「この原点が上下に違う機械」を組み合わせて高率的な両面加工でテーパー付きの3Dチャンネル文字を作る方法は、看板業界ではほとんど知られていません。
この複合加工法は、事業再構築補助金の申請の際に必要な「新規性のある製品」を「新規性のある設備で加工する」という条件には当てはまるものと思われますので、コンサルの先生と事業計画書を作成する際のキモとしてご活用ください。