包丁やナイフの製作においては、グリップにあたる柄を削り出すという加工と、刀身に作者銘を彫刻するという二つの異なる工程が、意外にも一つの同じ彫刻機で行えるという事を前回はご説明しました。
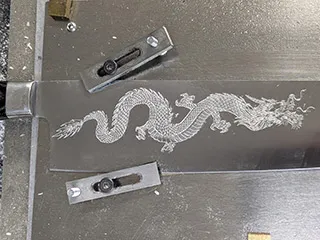
今回はさらにその延長上に有る専門的な加工で、インバウンド需要でも人気のある板前用の出刃包丁に龍の模様を3D彫刻するという事例をご紹介します。
前回同様に使用機はルーター彫刻機ME-530R、使用彫刻ソフトには極楽彫Premium10を使い、この工程に適したステンレス専用の刃物と切削ムースを用いて加工しますが、それらの順を追ってご説明してゆきます。
ステンレス包丁の彫刻
和包丁の本物は玉鋼(たまはがね)と呼ばれる日本刀を作るときの素材で作られるものとされているようですが、実際には錆が浮かないように使用し続けることがとても難しく包丁用のステンレス鋼で代用されることが多いので、ここでは最も事例の多いステンレスの包丁に彫刻する事にします。
実は玉鋼の刀身は焼き入れ部分が刃先だけなので意外に柔らかくて彫刻も比較的易しいと言えるものなのですが、ステンレスの刀身に彫刻する場合は表面がとても硬くしかも粘り気もあって、使用する工具が摩耗しやすいという難点があります。
ですからここでは特に書かせていただきますが、ネット上でよく見られる海外製のステッピングモータ駆動の彫刻機や、組み立てキット方式の卓上機、ジュエリーや封蝋印などを作る安い彫刻機などでステンレスにトライしても、文字通り「まったく刃が立たない」という結論が待っているという事をお先にまずお断りしておきます。
それでももし、これらの機械を販売する会社がステンレスに彫刻できますと謳うようでしたら、必ず実際に彫り上がったものと加工工程の動画をチェックして、完成までに至る時間が採算のとれる範囲に収まっているか、加工後に磨きやバリ取りで手を加えていないか等を確認してください。
無理な負荷で長時間加工して辛うじて結果が出せたとしても、機械寿命を縮めるほどのオーバーワークをしていては、コストダウンどころかかえってコストアップにつながる恐れもあります。
安くて購入のハードルが低いものほど販売会社では加工の難易度を低く見せたがる傾向があるようですが、そこを見抜けるかどうかは導入される側の目利きにかかっている事かもしれません。
それでは実際の工程をご説明します。
ベクトル化
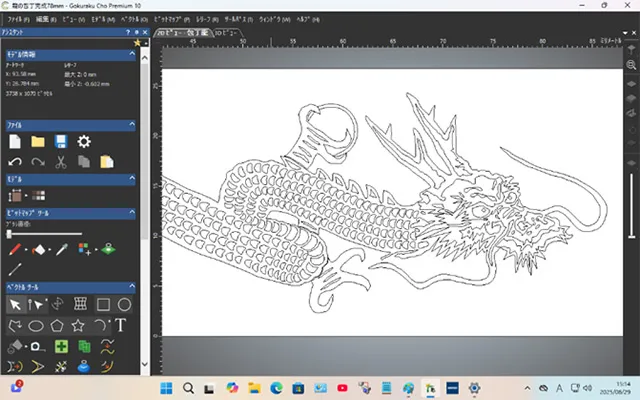
素材はこのようなアウトラインのベクトルから始めてみましょう。
入手、作成の方法はいろいろありますが、ここではそれに関する解説までは割愛させていただきます。
ビットマップなどの画像データから始める場合は前回のコラムでもご説明したように、輪郭抽出により色の境界をベクトル化することで始めることが出来ます。
すくい彫り
まずはサイズと原点位置を決めて、彫刻加工ですくい彫りします。
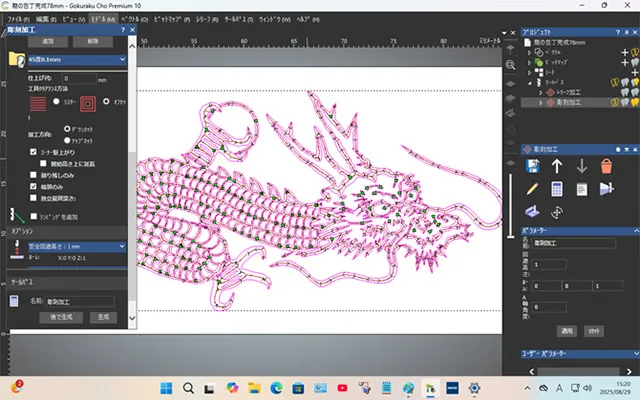
今回の使用工具は刃角45度のステンレス用三枚刃です。
すくい角のない鈍角刃なので切削油は必須となります。
ステンレス彫刻用の三枚刃は一般的には市販されていませんから、この専用工具に関しては当社にお問い合わせください。
2Dのベクトルに細かく手を入れる
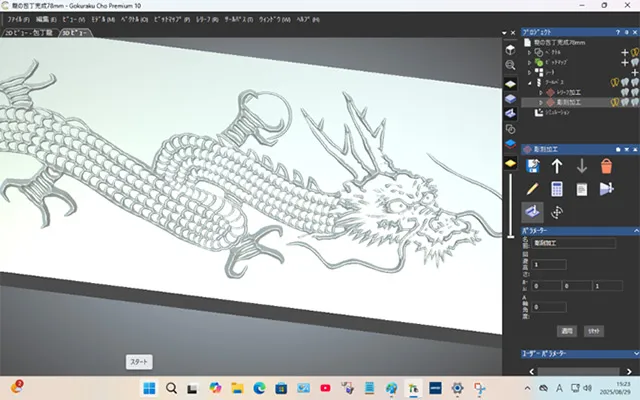
タガネで手彫りしたような仕上がりに近づけるため、シミュレーション結果を見ながら2Dのベクトルには細かく手を入れています。
使用工具は一種類だけですがステンレスの粘りや硬度によっては交換が必要になる場合もあります。
彫刻後の仕上がり

包丁は出刃、柳刃、肉切りなどタイプと用途が分かれますがインバウンド需要でも西欧系の外国人から人気のタイプがあるようです。

使用工具、回転数、送り速度、スピンドルのトルクとパワーなど、条件を上手く合わせないとキレイに彫ることは出来ませんが、これが彫れるようになると彫刻職人としてはかなりの上級者として認められることになるでしょう。
彫刻加工には熟練を要する
ここで言えることは、条件値の正解が最初から決まっているわけではなく、加工時の音や振動を聞き分けて、さらには切削油の焼けるにおいまでかぎ分けて、より最適な条件値に近づけながら追い込んでゆく、まさに職人的な感覚を身に着けていただくのが実はいちばんの近道であり重要であるという事です。
それでも実はステンレス彫刻で刃物の切れ味を長く維持しながらバリが出ないように加工するのは彫刻機とスピンドル、切削油、使用工具、制御CAD/CAMの組み合わせがバランスよくマッチしていれば意外に簡単で、さほど難しく考え込む事でもありません。
しかもこの条件を一度見つけてしまえば、同じ材料に同じ機械と刃物で加工する限り、試行錯誤する必要は無くなるわけです。
上手くできればレーザーでは表現出来ない「変色させずに深く くっきりとした」3D彫刻が得られるという大きな付加価値が見出せるわけですから、トライする値打ちは大いにあると思われます。
彫刻加工の永遠のテーマになることかもわかりませんが、その出来上がりの違いはさておくとして、レーザーの方が簡単で誰でも手軽に彫刻できるというのに対して、刃物で彫刻する場合は職人的な勘と経験が要るので誰でも簡単に取り掛かれることではない、という大きな違いがあります。
しかし誰でも簡単にできる事なら独自性や価格決定権を維持することは難しくすぐに競合する同業者が現れてしまう事につながります。
最初のハードルが高ければ高いほど競合の参入も発生しにくいわけで、これをメリットととらえるかデメリットととらえるかで仕事の展開は変わってきます。
すなわち自分が簡単にできる事は他人にも簡単にできるわけですから、独自性なんて言っていてもただの絵空事に過ぎない事になってしまいます。
ここでは職人的な勘と経験を否定することなく、機械と工具、CAD/CAMの加工技術を集約する事で、確実に採算のとれるステンレス彫刻が可能な事を実証しています。
当社はチタンの印章彫刻をレーザーより深く短時間で出来るシステムの開発をしたり、ジルコニアの精密部品加工ができる技術を確立したりと、独自の開発案件に主体的にかかわってきました。
今後ともその成果はこのコラムでも公表してゆきますので、長い目でご注目いただくことをお願いいたします。