
今回の加工技術のご紹介は、前回の「NCルーターで樹脂や木材を加工する方法(単軸編)」の続編です。
看板や表札を作るときの彫刻には、使う刃物と加工手順から大きく分けて、2D彫刻と3D彫刻があるということは前回の単軸編でもご説明しました。
2D彫刻では、切断面を工具の断面形状で作り出すだけですが、工具(ビット)を数本組み合わせることで、意外に複雑な形状も削り出すことができます。

写真の黒檀透かし彫りは、テーパー角度の違う二種類の刃物で、中心線を一定の深さで彫ったパスと、輪郭の外側を駆け上がり彫刻するパスを組み合わせただけのものです。
直径140mmほどの作品ですが、もし職人が彫刻刀で彫ったら最低でも3日はかかる仕事です。これが彫刻ソフトとNCルーター(CNCルーター)にやらせれば、二本の工具刃物で1時間もかかりません。
この「NCルーターで樹脂や木材を加工する方法(ATC編)」では、工具と工程を組み合わせることで、付加価値の高い加工ができる事をご説明します。が、この時NCルーターの機構で重要な役割を果たすのがATC(自動工具交換装置)です。
この魅力たっぷりのオプションを搭載した大型機が、意外な低価格で本年9月には発売されますから、ATC付きNCルーターのメリットをここでよくご理解していただけるように、今回のコラムは複数の工具を使うことを中心に事例を取り上げさせて戴きます。
ただし2D、3D加工例ともに、これらの切削面を得るためにはやはり専用の工具をご用意出来ることを前提に解説を進めることをご了承ください。
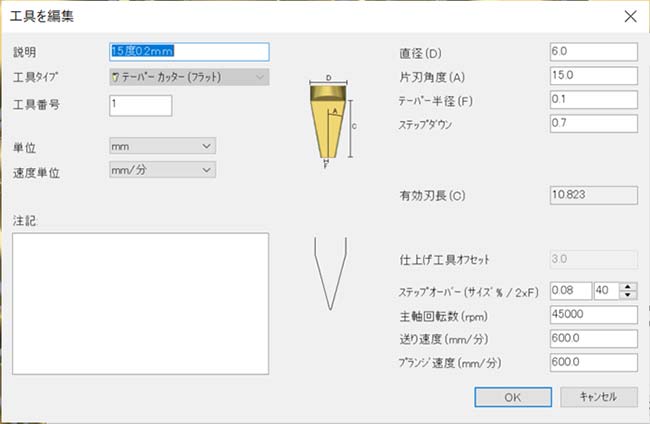
15度のテーパー刃とインナーアールビットを用いた彫刻例
まず加工例として、徳川家の葵御紋である二次元輪郭をEPSデータで読み込みます。
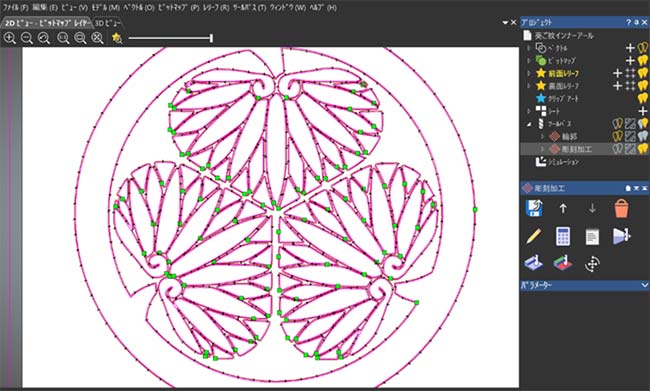
最初に、15度のテーパー刃で、輪郭の外側を3D彫刻で切り抜きます。(実際の加工ではこの切り抜きはあとになります)
シミュレーションの結果をご理解いただきやすい様に、最初にこの工程から始めますが、実際は後工程にした方がうまくゆきます。
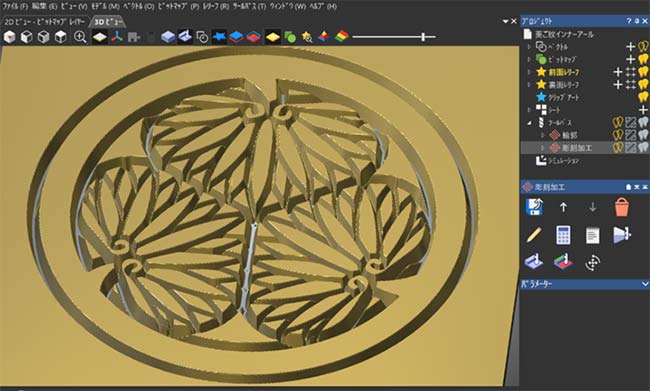
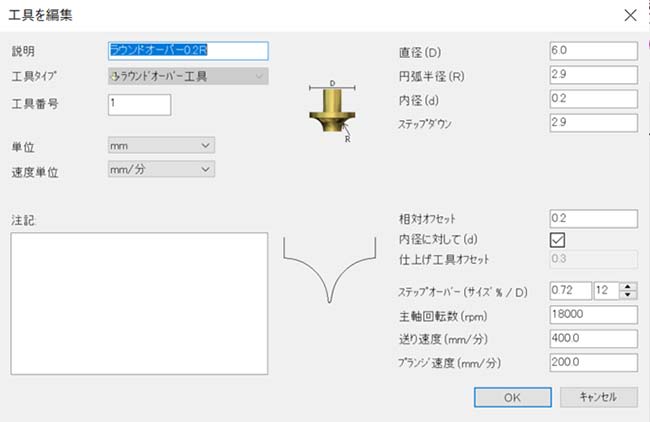
次に、インナーアール(ソフト上ではラウンドオーバーという工具)ビットで肩を丸めます。この時のZ深さは一定です。
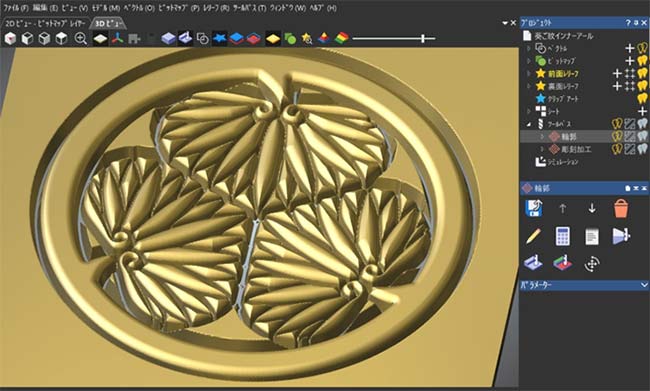
工具の断面形状を生かして、いきなり立体的な文字や形状を削りだす2D彫刻ですが、かなりの表現力を持った加工が出来ます。
2種類と1種類の工具での3D彫刻の加工時間比較
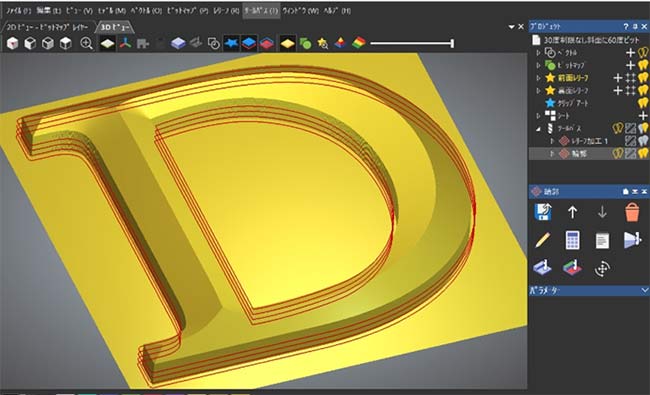
次の例題は、単軸編でも取り上げた3Dテーパーの文字ですが、モデリングの段階でエッジ部分にストレートの立ち上がりを加えます。
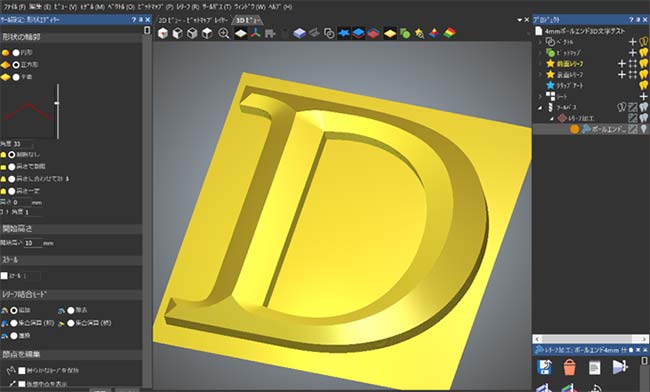
実際の看板切り文字もこの図のように立ち上げ部分のあるものがほとんどで、立体感が出てくっきりとしてきます。
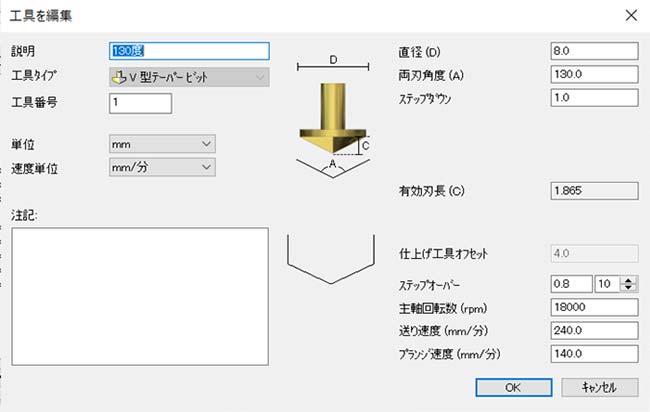
屋根にあたる斜面の部分は、単軸編でご説明した大径のテーパーエンドミルで加工できますが、垂直に立ち上がった壁の部分は、別の工具でないと加工できません。
この後外周の立壁部分を、スクエアエンドミルの2D輪郭加工で削り出します。
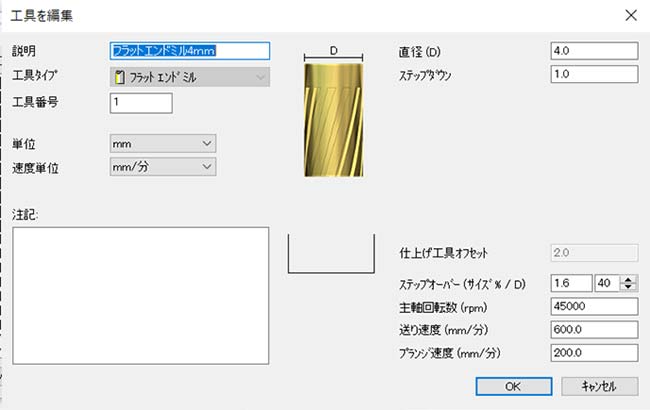
簡単な加工に見えますが、テーパーの部分は3Dサーフェス加工であり、外周の立壁部分は2D輪郭加工です。
刃物の交換は面倒にも思えますが、2つの工具を使って別々の工程を組み合わせることで、300mm角の切り文字が22分ほどで仕上がります。
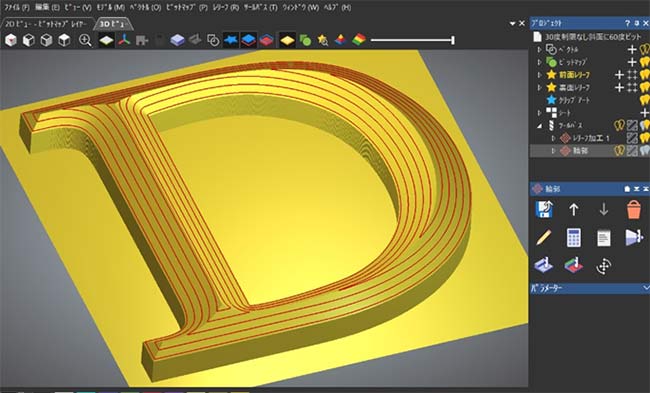
一本の工具でテーパー面も垂直面も3D加工で仕上げるという方法もあります。
これはラジアスエンドミルと呼ばれるスクエアエンドミルとボールエンドミルの両方の特性を備えた工具を使って、全面を細かく狭いピッチで面沿い加工するというものです。
この加工方法をシミュレーションして、加工時間を見てみましょう。
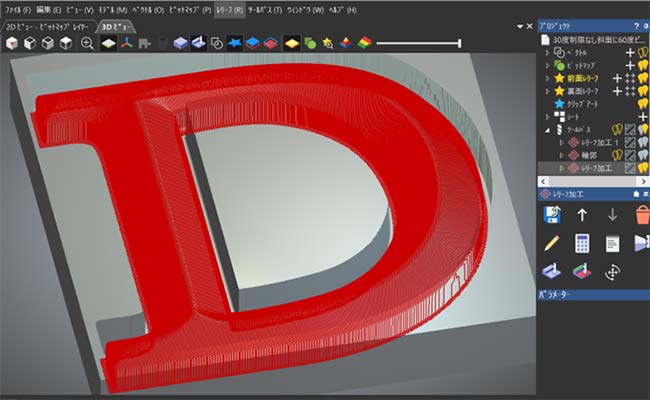
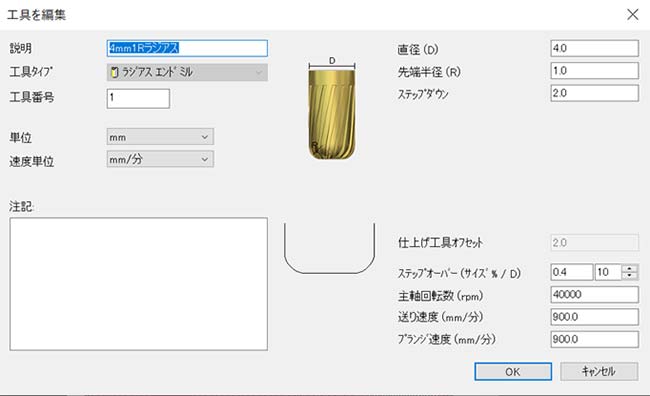
シミュレーションでは、同じ加工モデルなのに1時間20分もかかることがわかりますから、効率から考えたらあまり良い加工方法とは言えません。
2つの刃物を用いると、加工時間が約4分の1で済みますから、ATCで2つの刃物を使い分けて加工することの魅力をお感じいただけたことでしょう。
3本の工具を用いた3D彫刻例
次の例題は複雑な3D木工レリーフです。これも、刃物が一本だけでは加工時間が余計にかかってしまい、効率的な製作が出来ません。
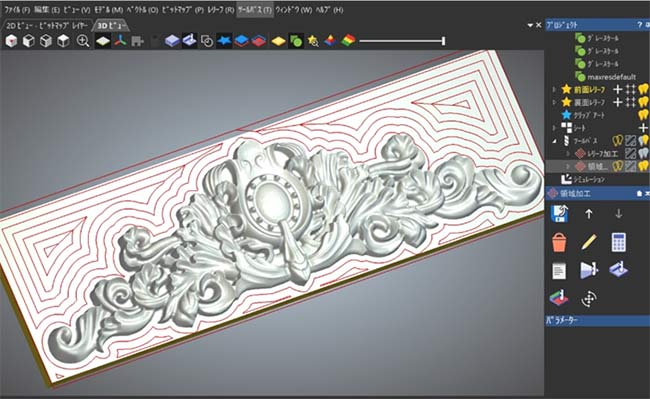
まず、フラットな周りの部分は太いスクエアエンドミルで2D領域加工します。
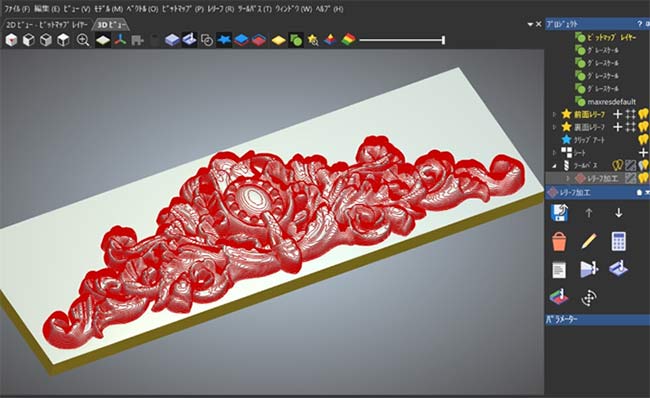
次に、複雑なレリーフ部分はモデル天地サイズの50分の1くらいのボールエンドミルで細部まで削りだします。
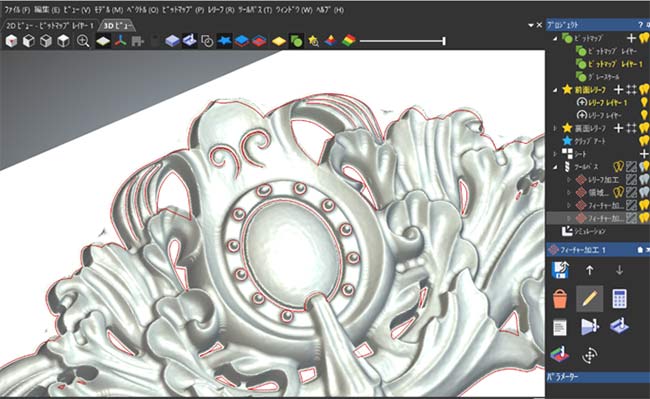
その後、さらにモデルサイズの1%くらいの先端径のテーパーボールエンドミルで、「フィーチャー加工」と呼ばれる3D面沿い仕上げを行うとより細かい表現が可能です。
実際にシミュレーションで横幅600mmほどのモデルを加工した場合、フラットな領域に12mmのスクエアエンドミルを使い2時間50分、レリーフの3D加工は4mmボールエンドミルで3時間34分、さらに細部のフィーチャー加工には4度1Rのテーパーボールエンドミルで8分30秒の予測が出ています。
加工時間は合計で6時間30分ほどになりますが、ここに工具交換の時間が加わります。
ATC付きNCルーターのメリット
上記の彫刻を行う場合、工具交換を手動で行うと、使用する工具ごとに加工が終わるのを待つことになるので、なかなか加工機から長時間離れることができません。
ATC(自動工具交換)付きNCルーターであれば、最初に使用する刃物をストッカーにセットしておけば、加工開始から終了まで放っておけるので、後は加工終了を待つだけです。
しかも今回当社から発売するATC付きNCルーターには自動工具測長センサーも搭載されていますから、あらかじめ角工具の刃長を測定して工具長補正値をセットする必要がないため、材料を固定して刃物をストッカーに並べて置けばNCルーターを動作させっぱなしで帰宅することもできます。(レーザーの場合は引火の恐れがあるので目を離すことは厳禁ですが、NCルーターは引火の恐れがないので機械の前にいなくても安心です)
今回は加工の中では比較的簡単な木材の加工であったため、使用工具は3本で済みましたが、硬い樹脂や金属を彫刻する場合は、5本から6本は使用することになります。
通常であれば、その都度 NCルーターに張り付いて工具を交換する手間がかかりますが、ATCと工具長センサー付きのNCルーターを使用すると、その手間を省けるメリットは大変大きいものと言えましょう。
なお前編からの繰り返しになりますが、CAD/CAMソフト「ArtEsper」と「極楽彫Premium10」で作成できる3D形状には一定のレベル差があります。
他社製CADで作成した3Dデータを取り込むこともできます。その場合、後の編集時に、機能性にも一定のレベル差があり、CAM出力のパターンにも多寡があります。
いずれの出力手順も大変簡単に操作できるものですが、さらに詳しい機能については別掲載の操作マニュアルやユーザー専門情報フォーラムをご参照いただければ幸いです。
当社にて製品をご購入されたユーザー様には、このような加工技術のノウハウをご提供しています。ぜひ当社が開発に携わり、9月にリリースのATC付きNCルーターをご検討ください。